
FLOW CHART
工艺流程
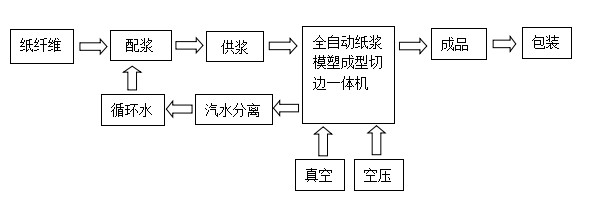
全自动纸浆模塑成型机基本工艺流程如下:
(1)型腔内表面带有金属丝网的吸滤成型模具浸入到一定浓度的浆液中,对浆液进行真空抽吸,纸浆纤维被吸附在吸滤成型模具的型腔内,形成制品的湿坯;
(2)湿坯转移模把湿坯转移至热压模具内,湿胚在高压和高温的热压模具内被压制成干燥定型的纸浆模塑制品;
(3)干燥定型后的纸浆模塑制品被移送到切边模具内,进行切边处理,制成边缘整齐的制品,同时也可以切出制品侧面的孔或缝隙;
(4)接着把边缘整齐的制品移出机器,并叠放整齐;并且切下的废边也被移出机器外面。
纸浆模塑制品生产前的准备:浆料的制备
以漂白草本原浆或本色原浆作为环保纸模制品的原材料。如果纸浆模塑工厂靠近原料产地,许多蔗渣浆厂、竹浆厂的原浆可直接通过管道输送到纸浆模塑厂的制浆车间。从制浆厂直接输送过来的浆的浓度一般较高,需要加入适量的水使其成为浓度0.3% - 0.5%左右的浆液,在配浆池中加入助剂配制成纸浆模塑生产所需的浆料。大部分食品包装制品生产用浆料的助剂主要是防水剂、防油剂。部分精品工业包装制品等不需要加入防油剂,但需要把蔗渣浆、竹浆、木浆按不同比例配在一起使用。
大部分纸浆模塑工厂是以商品浆板作为原料,经过加水浸泡软化后,用水力碎浆机等设备疏解成浆水混合液,使其成为适合纸浆模塑生产所需浓度的浆料。
在纸模切边过程产生的边料,由于内含助剂,经加水浸泡软化和水力碎浆机碎解后,还必须经过疏解机再次进行疏解分散,才能混入原浆进入生产流程,否则生产出的制品表面会产生浆块从而影响外观。
配浆用水可以是吸附成型后排出的白水或部分清水,其pH 值 在6.4 - 6.5较为理想,用搅拌装置把浆池中的浆液搅拌均匀,以保证浆液浓度稳定。
纸浆模塑制品的生产过程
制浆工序完成后,适合纸浆模塑制品生产的浆液被送入EAMC型一体机。接下来的吸滤成型、热压定型、自动切边等全部工艺过程都在EAMC型一体机上自动完成。其生产工艺过程简述如下:
经供浆系统完成制备浆料后,浆泵将浆液通过管道输送到EAMC型一体机的吸附成型浆槽内,沉入浆液中的吸滤成型模具利用真空吸附纸浆纤维制成湿坯,湿纸模坯的含水率通常在65 %- 75%。每个纸模制品的重量可以通过调节真空吸滤时间来控制。接着,湿纸模坯被转移到热压定型模具内被干燥并固化定型,热压定型模具的温度约为180℃ - 200℃,可以采用电加热或导热油加热。被干燥并固化定型的制品被转移到切边工位将制品外边边缘修切整齐,制成符合标准尺寸的产品,再经过检验包装工序,最后成品出厂。
导热油加热的模具的工作原理是:加热的导热油通过与模具加热板的热交换释放出热量,从而把导热油锅炉产生的热量传输到热压定型模具上。
导热油锅炉的燃料可以是天然气,也可是煤等其它燃料。如果当地的电价不高,采用电加热模具是一种比较好的选择。